



Industrial quality inspection is scaling up. Where visual checks historically relied on fixed settings and human inspectors, modern lines now require systems that absorb variability (material, lighting, positioning, throughput) while remaining auditable and deployable.
In that context, computer vision is not only about “catching a defect”; it is about speeding up decisions, standardizing control, and reducing iteration cost when products, packaging, or lines evolve.
At ARCY, part of our R&D is dedicated to quality defect detection with a pragmatic approach: deliver a robust proof of value quickly, then harden it progressively for production.
Anomaly detection for quality inspection
When defects are rare, unpredictable, or expensive to label, a robust approach is to learn “normal” (healthy images) and flag any deviation. The output is immediately actionable on the floor: an anomaly score and a heatmap highlighting suspicious regions, with a clear path toward stable production metrics.
Field robustness: the difference between benchmarks and production lines
State-of-the-art results are often very strong on reference datasets (notably MVTec), but one factor remains decisive in real environments: reproducibility and the ability to hold under slight scene deformations (micro shifts, rotations, lighting changes).
This is exactly where the gap appears between a flattering benchmark score and a solution that holds on a production line.
Current observations: promising signals and identified limits
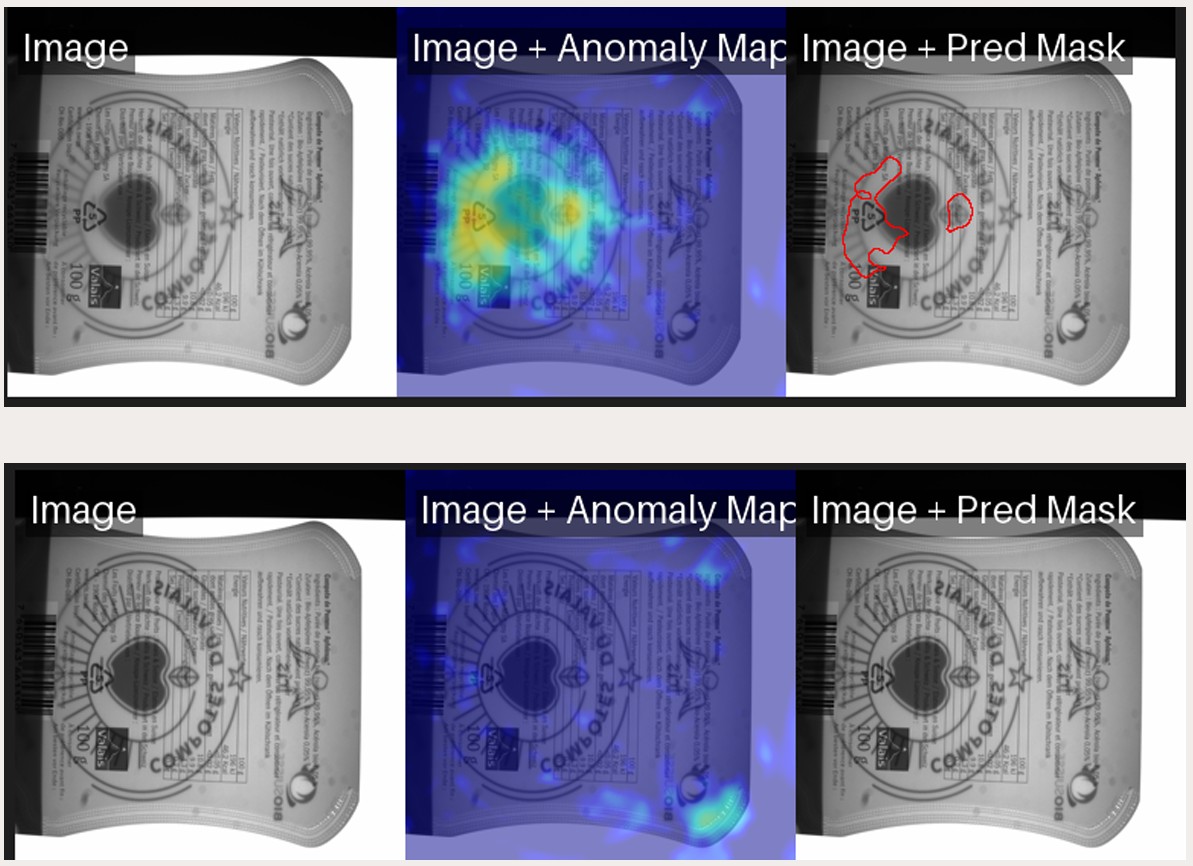
In our experiments, we already see promising signals across several anomaly families, even if the current phase does not yet allow consolidated metrics: qualitative analysis shows that some anomalies are correctly detected and localized.
On typical cases, the pipeline highlights print defects and hole-like anomalies on packaging products, as well as fine defects on another set (small localized defect, scratch).
Pose sensitivity: the pipeline matters as much as the model
A key lesson is pose sensitivity. A small positional shift can be enough to degrade detection—not because the algorithm “doesn’t work”, but because the model compares an expected structure to an observed structure whose alignment is no longer strictly comparable.
In practice, this means production robustness depends as much on the vision pipeline (pre-processing, geometric normalization) as on the model itself.
The expected fixes are clear: calibration and normalization (translation/rotation), and above all better control of data (positions, sizes, acquisition conditions) to stabilize learned “normal” patterns and keep comparisons consistent.
Path to production: protocol, data, and metrics
The logical next step is a clear industrialization trajectory: gain control over the acquisition protocol, enrich the healthy-image base, produce stable comparable metrics, and complement real data with synthetic data when relevant.
This is especially important when the goal is to approach product standards comparable to market players such as Scortex, where final performance largely depends on data pipeline quality and calibration.
In that logic, more qualitative data from industrial partners like TRIGO can be a decisive accelerator to validate real usability and secure a production rollout.
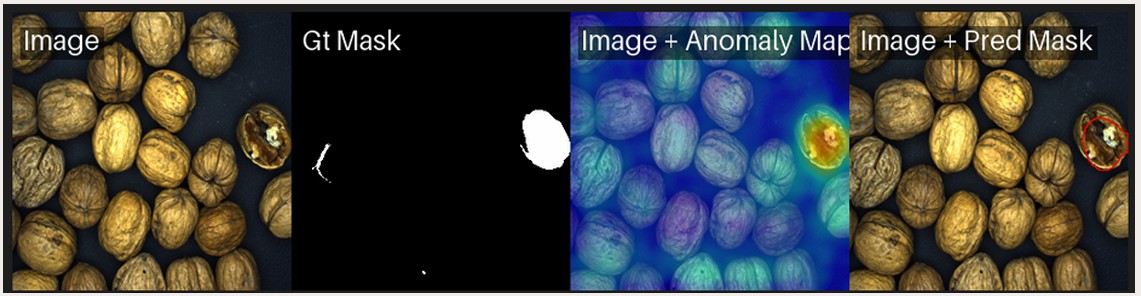
Defect detection on nuts
In this example, we show a prediction mark on nuts in a defect detection setting.
Conclusion: anomaly detection helps get an early signal when defects are rare. To hold in production, the key is stability (acquisition, calibration, normalization) and metrics that stay reliable over time.


